



Бренд:
TOB NEW ENERGYпредмет номер.:
TOB-2665Y-20заказ (MOQ):
1платформаОплата:
L/C,T/Tпроисхождение продукта:
Китайпорт доставки:
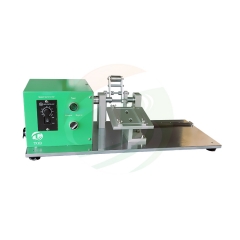
СямэньПолный автоматический станок для намотки с литиевой аккумуляторной батареи
технические характеристики
1.Описание функции оборудования (внешнее покрытие из сепаратора аккумуляторной батареи)
Данное устройство в основном применяется в наматывании цилиндрических Литий-ионных аккумуляторных батарей элементов аккумуляторных батарей Рабочий процесс показывается в нижеследующем: электроды анодов и катодов, и сепараторы аккумуляторных батарей активно разматываются, соответственно через устройство по управлению растягиваемой силой, пылеуловитель и ориентирующее устройство (с ориентирующей функцией перед наматыванием), мембрана имеет функцию по устранению статического электричества, по технологическим требованиям намоточная часть оказывает намазывание, приклеивает оконечные резиновые ленты. После развёртывания, автоматическое вырубание материалов для готовых продуктов, путём контрольного измерения короткого замыкания и удаления плохих продуктов, перевозят отличные продукты на платформу по сбору, выполнят процесс полного автоматического намазывания.
2.Спецификации и требования нужных материалов для оборудования
1)Измерительная единица материальной спецификации: мм
|
Материалы |
Внутренний диаметр |
Наружный диаметр |
Ширина |
Толщина |
|
Положительный электрод |
φ76.2 |
≤φ400 |
40~66 |
0.1~0.2 |
|
Отрицательный электрод |
φ76.2 |
≤φ400 |
42~68 |
0.1~0.2 |
|
Диафрагма |
φ76.2 |
≤φ300 |
44~70 |
0.015~0.030 |
|
Окончательная резиновая лента |
φ76.2 |
≤φ150 |
20~60 |
0.02~0.05 |
Примечание: (1)количество полюсного вывода аккумуляторной батареи одинарной электрода≤2 шт.;
(2)рекомендуют то, что полюсный вывод аккумуляторной батареи применяет универсальную сварочную технологию, внешняя обнаруженная длина меньше 25мм;
(3)Путём изменения параметров проводят свободную настройку двух способов: приоритетное размещение анода, приоритетное размещение катода.
2)Материальные требования:
(1)Покрытия электродов должны равномерные, управление длиной и позицией хорошее, после расплющивания волна меньше 1мм, змеевидное гнутье меньше 0.3мм/1000мм (аутичным считают не влияние на точность намазывания);
(2)Необходимо непрерывно разрезать электроды , погрешность ширины меньше ±0.05мм, материальный рулон не может иметь значительной формы башни (не больше ±1мм), растягиваемая сила намазывания равномерная;
(3)Полюсный вывод аккумуляторной батареи должна ровный, по возможности предотвращают изгибание, чтобы не ошибочно определить результата;
(4)После сварки полюсного вывода аккумуляторной батареи , это не влияет на толщину электродов;
(5)Намазывание окончательных резиновых лент должно равномерное, не должно иметь значительной формы башни, трещины, коробления и другого явления;
(6)На электрод имеется соединение или мало полюсного вывода аккумуляторной батареи, имеется яркая точка и другие дефекты, в материальном рулоне отмечают цветными индексами, чтобы проводить искусственный удобный контроль над плохими продуктами.
3.Особенности оборудования:
1)В замене рабочей позиции сервисным двигателем и разрезанным устройством приводят вращательный диск, локализация точная, производительная скорость быстрая;
2)Игла намазывания применяет передовую двойную половину иглы, использует способ по вытягиванию иглы в одном боке, может повышать скорость намазывания;
3)замена иглы очень удобная, игла намазывания заменяется в течение 5 минут, и выполняется нормальное производство;
4)Намазываемые все детали используют структуру направляющих рельсов, подвижная посадка хорошая;
5)это подходит размеру φ16-φ28 и ширине 50-60мм, только нужно заменять материальный зажим и изменять параметры, и настройка завершается, изменение настройки удобное;
6)Человек-машина использует тип скольжения, замена материалов и операция более удобные и безопасные;
7)Проводят автоматическое разматывание электродов анодов и катодов, сепараторов аккумуляторных батарей, и ориентирование их, путём пропорционального клапана управляют растягиваемой силой, по участкам управляют растягиваемой силой;
8)Путём механизма по испытанию короткого замыкания проводят испытание, испытание и разряд выполнятся в один раз, контакт хороший, мало ошибочных определений, имеется внешний капот;
9)В ориентировании используют ориентировку поисками кромки, контрольный метод по контролю над материальным краем, проект более рациональный, определение более точное, скорость ориентирования более быстрая;
10)На оконечность по разматыванию и разрезанию электродов оснащен пылесборник;
11)Окончательные резиновые ленты используют способ откатного приклеивания, не легко возникают трещины;
12)Механической рукой проводят вырубание материалов и ленточный транспорт, предотвращают повреждениеэлементов аккумуляторных батарей;
13)Коробка с электроаппаратами оснащена в правом боке от закаточной машины, соединение части вырубания с нижеследующим технологическим процессом не находится под этим влиянием;
14)Интерфейс оборудования дружный, операция простая, техобслуживание простое.
4.Комплектные мероприятия:
|
Внешний размер |
Около 2400Д*1500Ш*2100В (не включая соединённая удлиненная часть транспортной ленты) |
|
Электропитание |
Одинарная фаза AC220В50Hц |
|
Мощность |
Мощность: приблизительно 10 кВт |
|
Вес оборудования |
约3000kg Приблизительно 3000 кг |
|
Нужный газовой источник |
5~7kгф/cм²,около 100л/мин |
|
Отсутствие коррозионных газов, жидкостей, взрывоопасных газов. |
|
|
Часть продувки и тройные детали газового источника разделены. |
|
|
Шум оборудования должен соответство с требованиям TJ36-79 "Санитарные стандарты проектирования промышленных предприятий", шум не должен превышать 80 дБ (A) (Государственный стандарт ГБ3096-82). |
|
|
Шум оборудования измеряется на расстоянии 1 м от оборудования, не более 75 дБ при вращении по воздуху и не более 85 дБ при резке и под нагрузкой. |
|
5.Технология намазывания и материальные требования
1)Электроды анодов и катодов
(1)Допуск широкого амплитудного разрезания
(2)Отклонение по направлению широкой амплитуды покрытия
Толщина: меньше 2%
(3)Форма волны, изгибание, коробление
Отсутствие формы волны (дефект торцевой поверхности), коробление (изгиб электродана разрезанной детали)
Погрешность змеевидного патрубка: погрешность змеевидного патрубка по длине блока электрода меньше 0,3мм в 1м.
(4)соединённые ленты используют красные или зелёные резиновые ленты с очевидным цветом, чтобы удобно проводить контроль. На намазываемой части выпускается одинарный рулон.
(5)Окончательная отметка: отметка по полному использованию материалов для оригинального замазочного рулона, то есть, длины не нанесенной отметкой части на оконечности составляет больше 1м.
2)Сепаратор аккумуляторной батареи
(1)Допуск разрезанной широкой амплитуды: меньше ±0.05мм
(2)Глазами определяют форму волны, изгиб, форму оборки, за исключением плохих продуктов.
(3)Конечная отметка: конечная приклеиваемая отметка, в качестве сигнала полного использования, отметка нанесена зелёным или чёрным цветом.
3)Спецификация намоточной втулки
|
Спецификация |
Размер (мм) |
|
Диаметр D |
16~28 |
|
Высота D |
50~60 |
|
Диаметр отверстия d |
Φ3.5 |
|
Внешнее обнаружение полюсного вывода аккумуляторной батареи |
≤25 |
|
Количество полюсного вывода аккумуляторной батареи |
≤4 |
4)Точность намазывания (материалы соответствуют указанным требованиям в пунктах 2.1 и 2.2)
(1)Погрешность по выравниванию торцевой поверхности сепараторы аккумуляторных батарей ±0.3мм;
(2)Погрешность по выравниванию торцевой поверхности электродов ±0.3мм;
(3)Погрешность высоты элемента аккумуляторной батареи меньше 0,6мм.
6.Производительность (за исключением фактора оборудования)
Тип 18650, длина электрода меньше 700мм, производительный полезный коэффициент ≥25-28шт/мин;
Тип 26650, длина электрода меньше 1600мм, производительный полезный коэффициент ≥15-17шт/мин;
Коэффициент годности продуктов: ≥97%, коэффициент дефектов ≦3%
Эл. адрес : tob.amy@tobmachine.com
скайп:amywangbest86
WhatsApp / номер телефона: +86 181 2071 5609
Если вы заинтересованы в наших продуктах и хотите узнать больше деталей, пожалуйста, оставьте сообщение здесь, мы ответим вам, как только сможем.







 подпишитесь на нас
подпишитесь на нас 



Авторское право © 2015-2026 XIAMEN TOB NEW ENERGY TECHNOLOGY Co., LTD..Все права защищены.

 中文
中文 français
français Deutsch
Deutsch italiano
italiano español
español português
português Nederlands
Nederlands 日本語
日本語 한국의
한국의







